500/36+36 Steel Wire Armouring Machines For Armored Cable
1. Name: steel wire armouring machine.
2. Application: use for armored cable.
3. Operating system: Siemens PLC+IHM
3, Warranty: 12 Month.
4. Payment: 30% T/T, 70% before delivery.
5.Production time: 150 days.
6. Stranding cage structure: 24/32/26/42/48.
Product Detail
Parameters
Components
Details
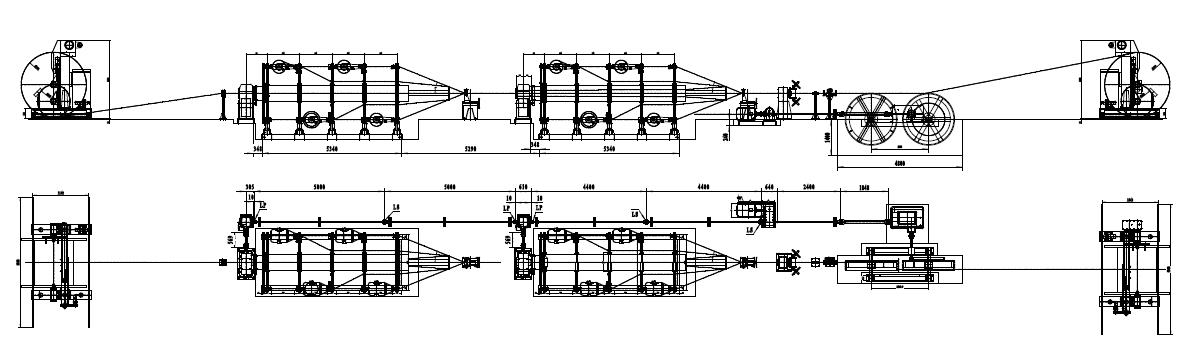
500/36+36 Steel Wire Armouring Machines For Armored Cable.
1.Use:
This machine is mainly used for steel wire armoring of cable, and has
the function of taping. The whole machine adopts the touch screen operation PLC
programmable controller for unified coordination and management. The 36 reel
host and taping are controlled by electromagnetic tension. The tension control
is uniform and can be adjusted online in time.
2.1
Central core max OD
φ60 mm
2.2
Steel wire diameter
High carbon steel wire
φ0.2-1mm
Low carbon steel wire
φ1.0-4.5
Copper wire
φ1.0-5.0mm
Aluminum wire
φ1.2-5.0mm
Insulated wire
φ3.0-8.0mm
2.3
Strand cage rotation speed range
23.83-53.01r/min
2.4
Produce wire speed range
3.981-30.073m/min
2.5
Armored pitch range
75.1-1262mm(buyer provide)
2.6
Taping head rotation speed range
700r/min
2.7
Pay-off bobbin size in cage
PN500
2.8
Central pay off bobbin size
PN1600-PN800
2.9
Take-up bobbin size out of cage
PN2500-PN1600
2.10
Capstan max diameter
φ2000mmx2
2.11
Main motor power
55kW(AC)
3.1
1600 portal type Pay-off frame
1 set
3.2
36/500main strand cage
1 set
3.3
Die holder
1 set
3.4
Concentric Taping machine
2 set
3.5
Meter counter
1 set
3.6
φ2000double capstan machine
1 set
3.7
1600 portal type take-up and
traverse frame
1 set
3.8
Mechanical transmission system
1 set
3.9
Electrical control system
1 set
3.10
Safety fence
1 set
4.2.1 The main winch gearbox is a six-stage gearbox, in which the hard tooth
surface gear is used, with the functions of left-right and neutral, and forced
spray lubrication through the oil pump motor.
4.2.2 The structure of the cage is as follows: 4x9 layout, that is, the whole
cage is arranged in 4 gears, and the cradles are arranged in 9 equal parts
around each gear. The main engine is composed of gearbox, large diameter hollow
spindle, winch, reel frame, pneumatic brake device, etc. the main engine is
supported by a large diameter pipe connecting and supporting disk through a
number of groups of high molecular nylon tugs, with good overall rigidity and
stable operation.
4.2.3 The winch is equipped with a new planetary gear untwisting mechanism. A large
gear directly drives the cradle untwisting gear. The untwisting is realized by
this mechanism, which has the characteristics of small gear clearance, direct
transmission and low failure rate..
4.2.4 The tension of the wire rack in the cage is adjusted by electromagnetic
tension. The tension control mode is: input the tension value by the touch
screen, control 36 tension controllers by PLC communication to realize the
on-line real-time adjustment of each electromagnetic tension, which can keep
the tension of the core wire on each cradle stable and balanced.
。
4.2.5 The wire reel frame adopts the tailor welded structure, which is made of
laser cutting plates and tailor welded. After the overall annealing treatment,
the internal stress is eliminated. Finally, after the overall finishing of the
machine tool, the static balance validation is completed, and the overall
rigidity is good, durability is not deformed. The thread structure is adopted
for the center of the wire reel frame, and the rolling bearing is installed in
the screw sleeve, which supports the center of the rolling bearing. The thread
sleeve can expand and contract freely, and the mechanical locking mechanism is
installed, which is convenient and fast for the upper and lower reels.
4.2.6 36 single wire pre deformation devices are set at the front end of the
stranding cage to prefabricate the stranding pitch and improve the cable
quality..
4.2.7 All wire nozzles are made of tungsten steel mould and equipped with wire
wheel to reduce wire scratch.
4.2.8 The brake of the main winch adopts butterfly pneumatic brake, and
multiple groups of brakes act at the same time to ensure high efficiency and
stability of the brake
 Ningbo Capstian Technology Co.,Ltd.
Ningbo Capstian Technology Co.,Ltd.